






Heat Recovery Industrial Chiller Unit
05 ธันวาคม 2567
ผู้ชม 126 ผู้ชม
Product Description
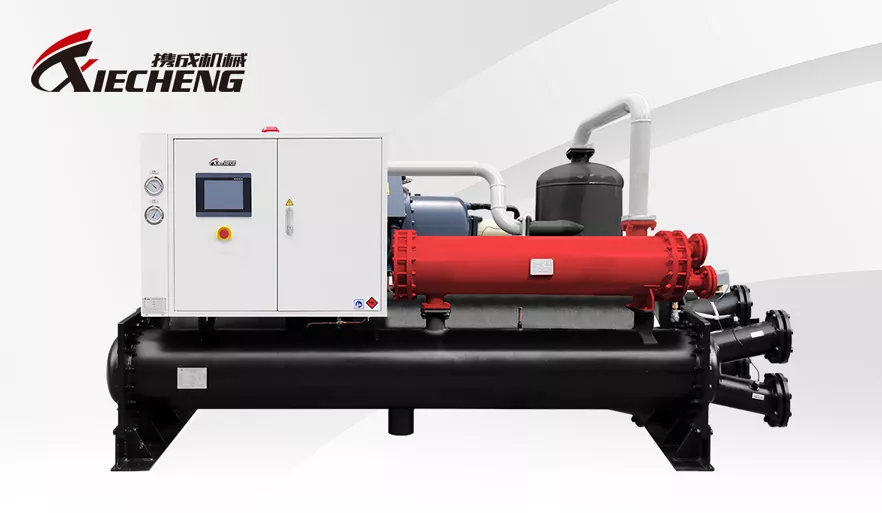
Heat Recovery Industrial Chiller Unit
The heat recovery industrial chiller unit utilizes advanced heat recovery technology to recycle a large amount of waste heat generated during the operation of the chiller. This waste heat can be reused as the final or primary heat source for users. Thus, it provides chilled water to customers while also supplying a large amount of hot water for free. This technology is widely used in food processing, the medical industry, the chemical industry, new materials, industrial manufacturing, packaging, and rubber and plastics.
| FEATURE:
1. Heat Recovery Device: Recycles waste heat generated during the cooling process to provide up to 60°C of free hot water, reducing operating costs;
2. High-Quality Compressor: Uses a world-renowned brand semi-hermetic screw compressor, ensuring long-term efficient and stable operation;
3. Variable Capacity Control: The compressor allows for stepless capacity control, enabling continuous adjustment of cooling capacity between 25% and 100% for stable energy output control;
4. Advanced Heat Exchangers: Shell-and-tube condenser with high-precision outer-threaded copper tubes and shell-and-tube evaporator with high-precision inner-threaded copper tubes provide larger heat exchange area and higher efficiency, maximizing machine performance;
5. Advanced Control: Equipped with a new generation PLC controller for precise unit control, ensuring efficient and rational operation;
6. Precise Temperature Control: Controls the outlet temperature of chilled water with an accuracy of ±0.5 degrees, meeting high-precision temperature control requirements;
7. Comprehensive Safety Features: Includes overcurrent protection, high and low pressure protection, flow control valve, electronic time delay, and other complete safety protection devices. The touch-screen LCD display provides an intuitive system overview;
8. Single and Dual Circuit Design: Offers single or dual circuit designs to meet different customer needs. In the event of a fault in one compressor of a dual circuit unit, the other compressor can continue to operate normally, ensuring uninterrupted use;
9. 24-Hour Timing Function: Equipped with a 24-hour weekly timer function for scheduled automatic operation of the entire unit;
10. Communication Capabilities: Supports automated remote management with communication functions.